
Industry Applications
Gold Recovery
ADSD Adsorbents produces premium coconut shell–based activated carbon specifically engineered for Carbon-in-Pulp (CIP), Carbon-in-Leach (CIL), and Carbon-in-Column (CIC) circuits in gold mining operations. With superior adsorption kinetics, high mechanical strength, and minimal attrition loss, our products are designed to maximise gold recovery yields, extend service life, and reduce operational costs, making them the preferred choice for the most demanding mining environments.

Gold Cyanidation Process
Gold cyanidation is a widely adopted hydrometallurgical process for extracting gold from ore. Crushed and milled ore is treated with a dilute cyanide solution, forming a soluble gold-cyanide complex. Oxygen is introduced to enhance leaching efficiency and accelerate the dissolution reaction. The dissolved gold is subsequently recovered using activated carbon through one of three principal adsorption processes: CIP, CIL, or CIC. The loaded carbon is then processed through elution and refining to recover the final gold product.
Carbon-in-Pulp (CIP)
• The slurry is contacted with activated carbon in a series of dedicated adsorption tanks.
• Leaching and adsorption are conducted as separate, sequential stages, enabling precise process control and optimised recovery efficiency.
• Activated carbon flows counter-current to the slurry, maximising gold loading and adsorption performance.
• The loaded carbon is subsequently eluted, regenerated, and returned to the process, ensuring cost-effective continuous operation
Carbon-in-Leach (CIL)
• Cyanide leaching and gold adsorption are integrated into a single, concurrent stage.
• Activated carbon is introduced directly into the leaching tanks, enabling simultaneous gold dissolution and adsorption.
• This streamlined approach reduces equipment requirements, lowers capital expenditure, and shortens processing time.
• Particularly effective for ores with rapid leaching characteristics, ensuring fast, efficient gold recovery.
Carbon-in-Column (CIC)
• Crushed ore is stacked on lined leach pads and irrigated with a cyanide solution to dissolve gold.
• The gold-bearing solution is passed through columns packed with activated carbon, where gold is effectively adsorbed.
• Loaded carbon is periodically removed for elution and regeneration, enabling continuous, uninterrupted operation.
Technical Advantages of ADSD Gold Recovery Carbon
• Excellent Gold Retention — Ensures maximum adsorption efficiency and minimal carbon loss during the elution process.
• Superior Mechanical Hardness — Provides outstanding structural strength, reducing particle breakage and extending service life.
• Low Dust and Ash Content — Delivers cleaner operations, reduces system contamination, and enhances overall adsorption efficiency.
• Very Low Platelet Content — Ensures uniform particle structure, improving flow dynamics and adsorption performance.
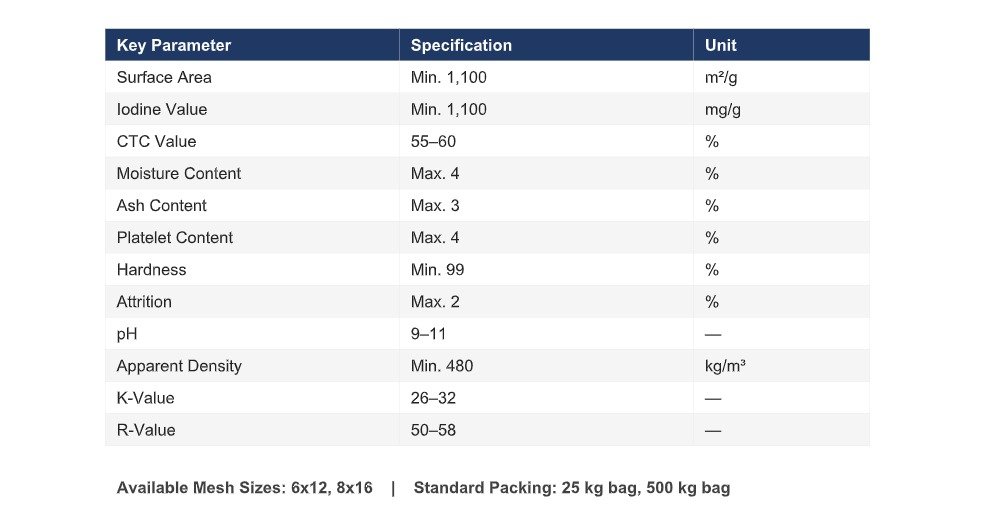
Gold Recovery — Product Specifications
Grade Comparison — Gold Recovery
